



- 收藏
- 加入书签

基于节拍化的单件流精益生产线建设
 打开文本图片集
打开文本图片集





摘要:本文选取某电源连接器作为研究对象,通过对其工艺过程质量、工序工时效率的分析,从瓶颈问题入手,基于产品需求节拍通过RCRS的方法对工艺流程优化、对工装改造升级,重新进行作业组合排布,并完成了生产数据验证。建设后该产品生产效率提升73%,人工成本降低42%,不良率降低95%。实践表明是解决基于节拍化的单件流精益生产线建设是解决TQCS难题的有效途径,能够帮助制造型企业更快更好的适应市场及客户需求。
关键词:制造业 精益生产 节拍 单件流
1.引言
20世纪70年代以来,信息技术的发展促进经济全球化,世界制造业市场形势发生了根本性的转变,全球范围内的竞争愈演愈烈[1]。现代制造型企业必须不断拓展新思路,开辟新方法解决TCQS难题,提高核心竞争力。目前我国制造业在发展过程中面临着人工成本增加,产能过剩,核心技术匮乏等问题。运用精益生产方式对原有生产过程进行优化,可以大大缓解这些问题,帮助制造业企业更好地适应动态多变的市场,满足客户需求[2]。
2.精益生产及单件流概论
精益生产是一种生产管理方法,旨在消除生产过程中的浪费、提高生产效率来优化生产过程和产品质量,并根据客户需求来定制产品。随着信息化和工业化的深度融合发现,生产模式已经从过去的以“计划”拉动的“库存生产”模式变更为以“需求”拉动的“节拍生产”模式。在这种现状下,单件流生产技术应运而生。单件流生产是一种人员、过程和设备有机结合,每个生产单元以最小数量的单位生产和转移,生产过程无停滞的生产方式[3]。
3.项目背景及建设目标
本文选取某型号电源连接器作为研究对象,如图1,它由16个零件组成,全流程共18道工序,客户年需求量约52.5万只,目前日产能3500只,全线人力23名,UPPH 14.35,人力成本较高,同时合格率较低,不足89%,主要质量问题有:
1)保险丝合件圆柱销过压(客诉)
2)气密性不良(客诉)
3)定位件未压配到位,不良率2%
4)扳手装反,不良率1%
5)密封圈组装后翘起,不良率8%
6)气密性测试压伤外壳,不良率0.25%
本文旨在通过对该连接器进行单件流精益生产线,满足客户产量需求,降低全线作业人力数量,UPPH提高40%以上,提高产品质量,不良率降低50%。
4.单件流精益生产线建设
4.1 节拍确定
节拍时间,简称TT,其计算公式为可用的生产时间与客户需求量的比值。因此TT=52*5*3600*10.67/525000=19秒,其中一年工作时间为52周,每周工作5天,每天工作10.67小时,年需求量为52.5万只。
4.2 定额分析
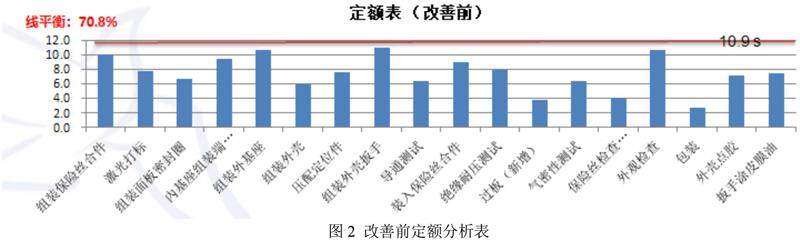
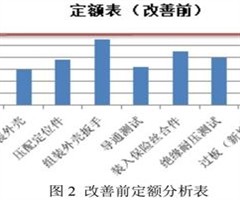
对改善前各个工序进行工时测定,形成定额分析表,如图2。
需要解决的主要:
1)瓶颈工序时间为10.9秒,远小于节拍时间19秒,存在过量生产的浪费,
2)各个工序作业时间不均衡,线平衡率仅为70.8%,存在部分工序人员等工,部分工序堆积生产问题;
4.3 改善方案
通过对产品工序定额以及产品质量问题的分析,聚焦瓶颈工序、关键工序进行质量改善和效率提升,以节拍19s为导向进行作业组合,重新排布线体,提升线平衡,提高人员利用效率,减少过程堆积和等工现象。
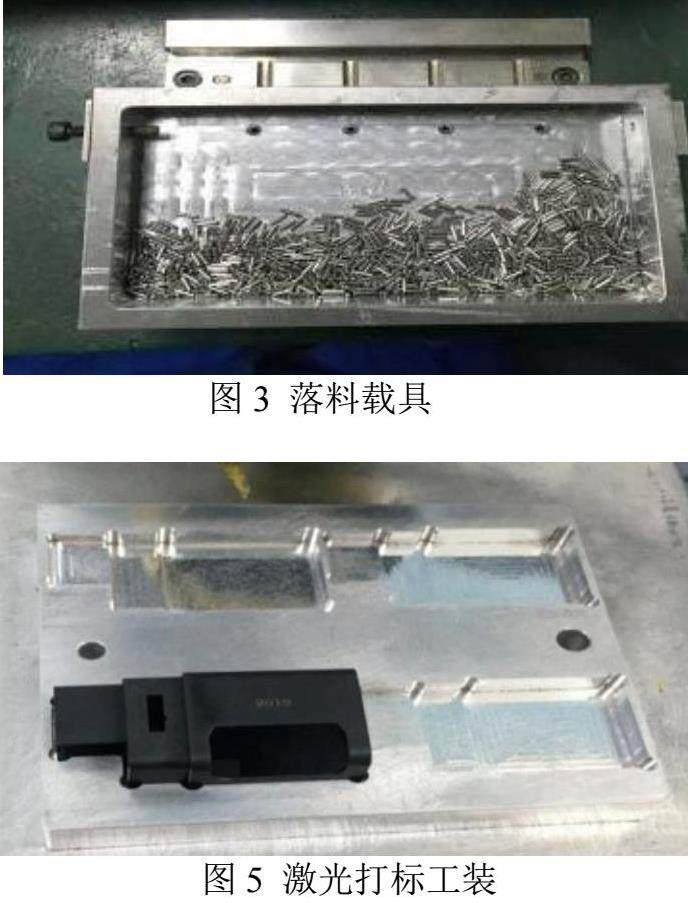
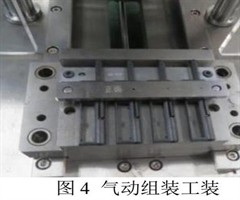
4.3.1 组装保险丝工序自动落料
引入落料载具配合一模四穴的气动组装工装替代原有的人工组装作业,如图3。工装通过上下模合模限位,解决圆柱销过压或压不到位的质量问题,通过载具自动落料进行批处理的方式,一次组装四个,实现单工序效率提升100%。
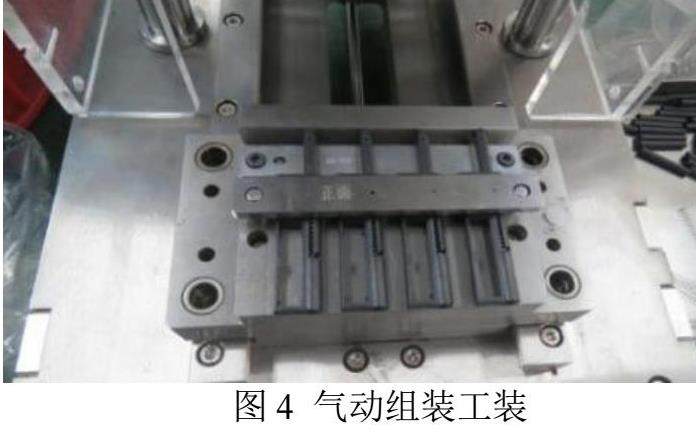
4.3.2 激光打标工装快速换模
重新设计激光标刻工装,通过销钉快速定位,免调试,一次标刻4只产品,解决改善前标刻工装无法快速定位,需要反复调试,且一次只能标刻1只产品的问题。
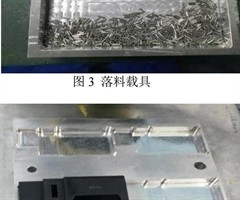
4.3.3 端子压配工序、组装密封圈工序、定位件组装去手工化
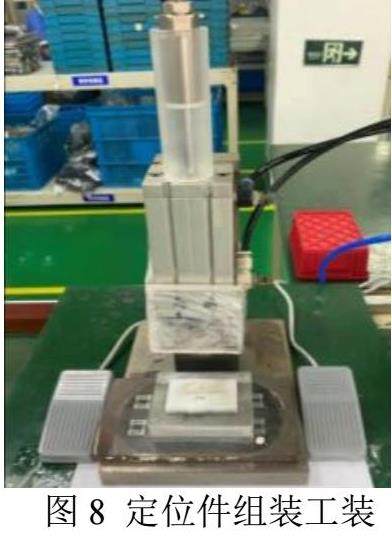
通过改造闲置气动模架,制作端子压配工装,降低端子压配工序人员作业强度;通过引入密封圈组装工装解决人工组装密封圈翘起质量问题;通过引入定位件组装工装一次完成上下两面两个定位件同时组装,避免漏装及定位件压配不到位问题,且提高生产效率。
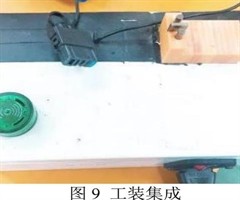
4.3.4导通测试、端子间距工装集成
改善前导通测试、端子间距测试为两道作业工序,分为两名员工作业,改善后将两个工装集成为一体,1名员工即可完成两次测试作业,如图9。
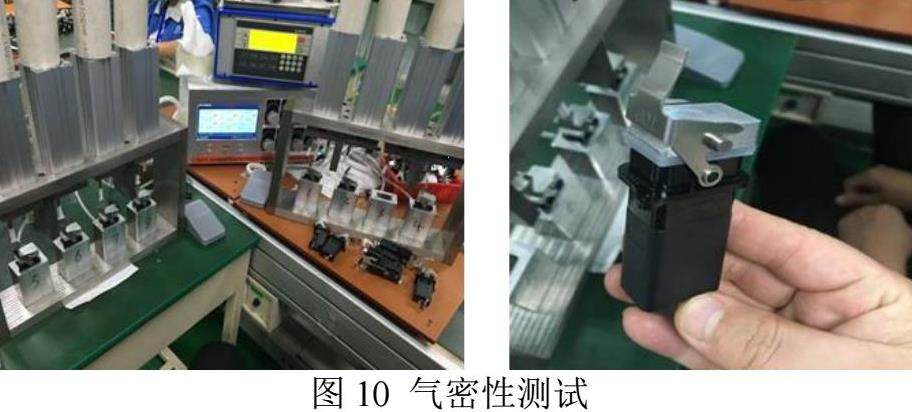
4.3.5气密性测试人机分离
引入八通道气密测试仪分两组测试,如图10一次同时进行一组4个产品测试,人机动作分离,测试等待(约30秒)时完成另一组待测产品组装,测试完成后快速切换另一组测试,且工装防呆,定位件未组装到位产品、扳手装反产品均无法测试。
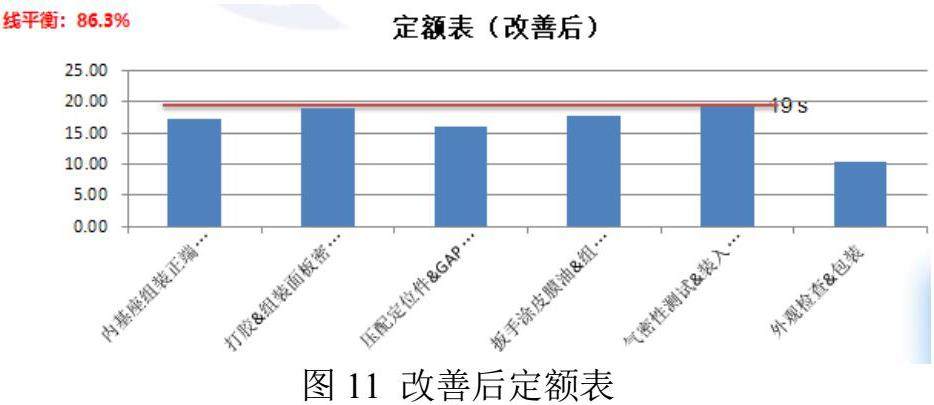
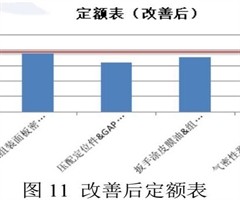
4.3.6 重排作业组合
重新测定改善后各个工序工时,按照TT=19s将作业时间低于节拍的工序进行组合,使之尽可能接近节拍时间,减少人员等待浪费,提升线平衡,如图11。
5.效果评价
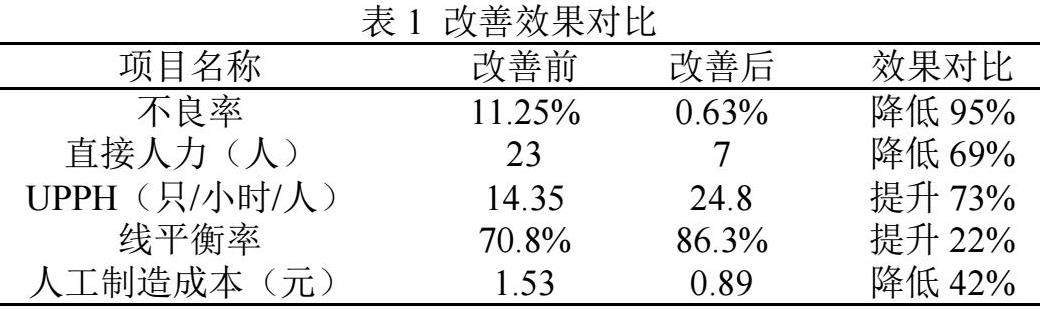
采用上述基于节拍化的单件流精益生产方式对该连接器进行生产过程进行优化,优化后该产品的生产不良率、人均效率(UPPH)、直接人力、线平衡率等均出现了不同程度地变化,如表1所示。
从表1中的数据可以看出,基于节拍化的单件流精益生产方式的实施对提高产品合格率、UPPH、降低人工制造成品等有显著提升作用,且能够满足客户的交付需求。
6.结束语
本文通过某电源连接器为例,研究了如何基于节拍化开展单件流精益生产线建设,并通过效果对比,论证了在市场需求多元化的背景下,坚持精益化生产理念,推进单件流生产能够帮助企业解决TQRS难题,促进提质、降本、增效,迅速影响市场及用户需求。
参考文献:
[1] 张丁戈,沈海萍. 基于精益生产的制造企业生产管理研究,企业与经济,2022(11):171-173.
[2] 周炫辰. 精益生产理念下的制造业生产计划探析.中国集体经济,2022(1):62-63.
[3] 李新玲,张天昊. 基于精益生产节拍化的智能排程系统设计.中国设备工程,2022(12):33-35.

 京公网安备 11011302003690号
京公网安备 11011302003690号


