



- 收藏
- 加入书签

630MW机组脱硫及除尘厂的建设现状与运行优化措施
 打开文本图片集
打开文本图片集

摘要:本文以630MW机组除灰除尘厂的建设工作为研究对象进行分析,首先对630MW机组除灰除尘厂的建设现状进行分析,其次对630MW机组除灰除尘厂的节电工作措施以及相关优化保障策略进行探索,以此来实现除灰除尘厂的节能工作效果,实现良好的经济效益,希望可以为相关工作人员提供参考。
关键词:火力发电;除灰除尘;630MW机组;节能
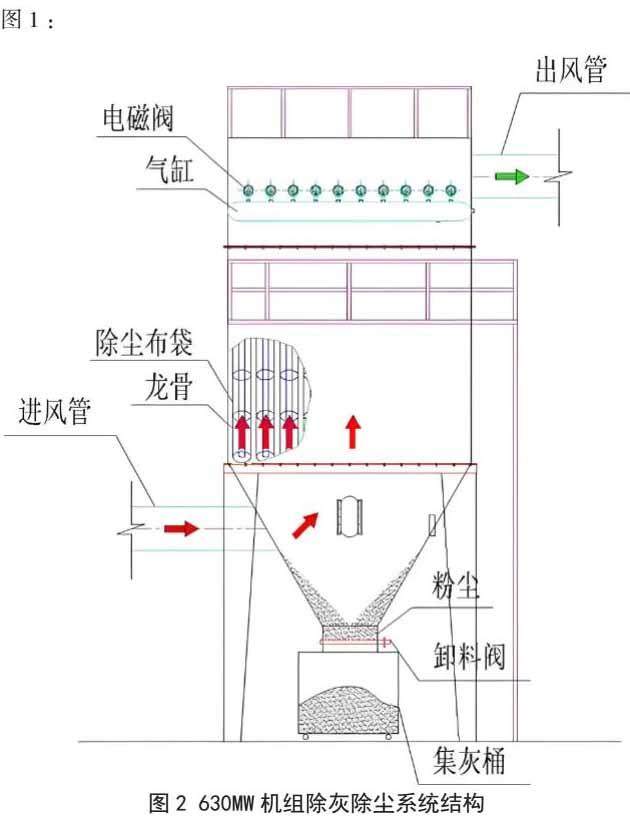
在火电厂中,除灰除尘是一个非常重要的环保措施,除灰除尘一般采用静电除尘器。它在锅炉尾部,即除尘器的进风段和出风段之间布置一个静电除尘器。由于烟气中的灰尘颗粒在一定的压力和温度下,会逐渐沉积在除尘器上,若不及时清除会影响整个烟气系统的正常运行。目前国内大部分火电厂都采用了静电除尘器。主要处理进入烟气系统的粉尘,防止过多粉尘随烟气排出影响系统运行。为了保证除尘效果,除灰除尘必须安装一些辅助设备,如除灰空压机、除灰机、管道疏水装置、输灰系统等,这些设备都需要用电,需要的用电量很大,是除灰除尘的主要耗电项,加强节电工作非常关键。如图1
1. 630MW机组除灰除尘厂的建设现状调查分析
1.1优化运行应用介绍
某发电厂630MW机组除灰除尘厂用电率高,2015年之间长期在占电厂0.2%-0.25%,最高时占全厂厂用电率的0.33%,不但影响全厂经济指标,还给电厂经济效益带来不利。调查一:除灰厂用电率偏高的原因:最耗电的是为额定功率250 kW的除灰机,除去压缩机的卸载时间,它的耗电量在180 kwh左右,因为它的供应是不能中断的,所以它需要长时间的连续运行。调查二:除尘厂用电率偏高的原因:最耗电量的是加热器,每台炉包括120个功率为1.5kw的灰斗加热器,80个功率为1kw的陶瓷套加热器,20个功率为1kw的陶瓷轴加热器。计算的耗电量在200kWh左右,该装置在生产中需要长时间的连续使用。
2. 630MW机组除灰除尘的节电优化策略
不需要任何资金、材料投入和系统改造,系统安全相对原系统更多层联锁保护,能达到大幅节能和长久节能的成果。
2.1避免电厂相关节电制度标准频繁更改
在发电厂的运行过程中,常常会有电除尘、湿式电除尘等节电措施,这些措施都是以减少碳烟的排放量为目的,而碳烟的排放量通常是通过增加阻力来减少。但是,若对相应的节能措施进行不合理的修改,则可能造成不必要的经济损失。所以,在进行节能系统的设计时,要综合考虑各种因素,尽量避免这种系统的频繁变更。
2.2加强管理人员与运行人员节能意识
第一,在设计初期,要强化管理者和操作人员的节能意识,增强他们的节能意识,使他们明白,节能是电厂可持续发展的根本保障,是电厂在市场竞争中占据优势的关键,唯有进行技术改造,才能获取最大的经济效益。与此同时,还要对操作人员进行节能培训,增强他们的节能意识,让他们持续改善生产工艺,改善设备的技术状况,提升运行管理和维修能力。
第二,利用已有的先进的节能工艺和设备,对其进行工艺上的降低,以实现节电、提高能效和降低成本。在设备选择上,选用了成熟、可靠的产品和设备,并为节能技术改造提供必要的技术人才和经费。第三,运行人员应对系统运行工况进行监视与控制。尤其是在机组低负荷或长时间低负荷情况下应注意观察并分析系统运行状态,必要时采取有效措施进行调节,对影响系统运行经济性的因素及时发现、分析和处理。
2.3实现运行方式和参数标准化
针对目前国内除灰系统的运行方式、参数、系统设计的现状,制定了除灰系统标准化设计原则,将除灰系统的运行方式和参数标准化。该设计原则是:1)操作模式规范化。在生产过程中,每个除尘装置都要按照负荷、煤的状况进行相应的调节,从而实现最大限度地节约能源;2)设备参数的规范化;为确保装置的正常运转,提高生产效率,对除尘装置的各个设备进行了相应的调整;3)规范了控制逻辑。在各个除尘装置的设计中,分别设定了自动和人工两种控制模式,并针对装置的具体工况设定了相应的保护工况,从而保证了整个系统的安全、稳定运行;4)安全保护装置标准化;5)定期维护和检修标准化。除灰系统每半年维护一次,对设备进行全面检查;除尘系统每两年检修一次,对设备进行全面检查;除尘系统每年检修一次,对设备进行全面检查;每两年对除尘器进行全面清洗;6)备品备件标准化,除灰系统所需备品备件、施工工具及工器具等,都应做到统一储备和管理。
3. 630MW机组脱硫系统运行优化方案
3.1原吸收塔浆液循环泵运行应用背景技术
目前,我国大部分330 MW、630 MW燃煤机组的脱硫吸收塔均以脱硫系统的安全性、环保达标为前提,要求330 MW机组至少要有两个浆液循环泵在运转。630 MW机组的浆液循环泵至少不少于3个。防止泥浆循环泵投料太少,排出量超标,或者由于对设备出现故障进行保护,使其与主机联动,这种设计思想虽然是较为安全的,但是却会影响到整个机组的经济运行。
3.2优化运行应用内容
根据机组的不同工作条件,大胆采用降低脱硫塔循环泵投入运行台数,同时确保环境保护达标,从而实现节能降耗。通过长期的研究,根据我厂生产过程中低负荷低硫份的特点,果断地突破了吸收塔循环泵需要多个机组同时运转这一固有的思想,通过一系列的逻辑保护修改,撤销等程序,实现了脱硫系统的单机运行、低压替代高压、降低转速比的操作。
3.3优化运行应用介绍
该发电厂330 MW机组的吸收塔浆液循环泵单机功率为500 KW,630 MW机组的吸附塔循泵为1000 KW,因此,每减少1台/小时的操作,可以节省500-1000kWh的火力发电厂用电量。该项目实施后,一期脱硫装置的电耗从1.5%降到了1.2%,二期脱硫装置的电耗也从1.0%左右降到了0.75%。2012-2013两年的总发电量为137亿千瓦时,考虑到电厂用电的平均降幅为0.27%,在允许单泵运转的情况下,在上网电价0.427元/kWh的情况下,这个项目在两年内就能创造出476.6万元以上的净利润,这个方案的实施为电厂取得了长久的巨大经济效益。主要的是本项目不需要投入资金,也不需要对系统进行任何的改造,在确保安全性的情况下,仅仅更改了有关的逻辑保护和操作模式,工厂的四个机组的脱硫系统都可以完全使用,取得了显著的节能效果和长期的节能效果。
3.4脱硫单泵优化运行应用具体实施方式
取消了“吸收塔浆液循环泵进料阀完全打开信号消失,吸收塔浆液循环泵跳闸”的联锁保护;第二,取消了“吸收塔浆液循环泵疏放阀全关信号消失,吸收塔浆液循环泵跳闸”的联锁保护;第三,增设脱硫机组吸收塔浆液循环泵跳闸,联锁启动备用泵逻辑,并在操作站设有“联锁投入”键。实行单泵运行时,可与其它备用泵联锁启动;第四,增加了“吸收塔浆液循环泵全跳,联锁锅炉MFT保护的延时;第五,增加了脱硫塔前喷淋与除雾器冲洗联锁启动的保护逻辑,第六,增加吸收塔循泵跳闸声光报警逻辑。整体来说,就是在进行单泵运行时,在“联锁投入”键已经投入的条件下,如运行泵跳闸后,其余备用的吸收塔浆液循环泵会自动启动,烟气温度测点检测温度达到一定值的时候,吸收塔的预喷水系统联开的同时,除雾器冲洗水泵自动启动,同时开启冲洗水阀门进行冲洗,降低塔内烟气温度,保护吸收塔内部材料不受高温烘烤。大大降低了锅炉MFT的风险。
3.5 300MW脱硫氧化风系统低压风机替代高压风机优化运行应用具体实施方式
2024年,发电部、生技部、检修部脱硫专业群策群力,对脱硫系统的操作模式进行了创新优化,一开始,通过关闭#1脱硫二级塔的氧化风机,进行了将近两个多月的试验,结果表明,在二个多月的时间里,二级塔的氧化风机停止运转,并没有对脱硫系统造成什么影响,吸收塔浆液的 pH值和石膏质量等没有发生变化。三月份,采用二段式氧化风机代替一段式高负荷离心风机,对其进行了优化。一、二级塔的氧化风管位于吸收塔中,其安装位置与浆液液面高度十分相近,达到了设计要求。另外,目前的载硫量也相对较低,在25的负荷硫积左右.经流量计算,原二段塔的单台低压氧化风机能承受40以内的硫积载量,两台氧化风机能承受70以内的载硫积。其性能足以满足用来替代高压离心风机的要求。6KV高压离心风机电动机的功率是355 kW,工作电流是33 A,而380V低压氧化风机电动机的功率是132 kW,工作电流是150 A。从运行电流的角度来计算,高压离心风机的功耗是291kWh,而低压氧化风机的功耗是88kWh,二者之间的电耗差距是203kWh。以2023年1号机组和2号机组为参考,总运行时间为12184小时,则一年可节省247.3万kWh电。#1脱硫低压氧化风机代替高压离心风机运行方式从3月4日9时起开始正式实施,见表2:
从表2中可以看到,#1机组二月份和三月份的运行时间相近,都是在网18天,但是三月份的时候,高压离心风机的电量环比下降了11.5万kWh,而低压的氧化风机的电量则增加了3.87万 kWh。通过这两个方面的消耗,氧化风系统的能耗降低了7.28万 kWh,发电量环比降低了0.081%,这是一个很大的进步。现在,#1和2机的脱硫都采用了低压氧化风机,而不是用高压离心风机,同时由于机组在深调过程中的硫分较低,所以,即使采用最小的方式,吸收塔的浆液循环泵也是足够的,因此,在C检修的过程中,还对吸收塔的浆液循环泵做了一些小的改进。
3.6脱硫浆液泵降转速优化运行应用具体实施方式
对#1 A吸收塔浆料循环泵减速器的齿轮进行了改造,使其减速齿轮的速度减小50 r/min,并把#1 B吸收塔浆料循环泵的大叶轮和1 A吸收塔浆料循环泵的小叶轮进行了更换。#1 A吸收塔浆料循环泵投入使用后,其工作电流由38 A降至32 A,日节电1271kWh。1 B型吸收塔中浆料循环泵的工作电流由43 A降至36 A,日节电1483kWh。通过对#1机组的实际运行检验,吸收塔浆液循环泵的最低操作模式从最初的可承载35吨硫积降低为25吨,在深度调峰条件下,为了更加经济和节约能源,本年度将对#2脱硫吸收塔浆液泵进行优化。
#2脱硫节能优化工作计划:第一,2 C吸附塔浆液循环泵(效率最差的)减速器的改造,参考#1 A吸收塔浆液循环泵的结构,采用降低50 r/min的方法进行了改进。第二,把2 C吸收塔浆液循环泵减速机的原传动装置换成2 B吸附塔浆液循环泵减速装置,使其叶轮速度减小50r/min。第三,对叶轮的维修:在机器拆卸后,专业人员会根据叶轮的磨损程度,对其进行维修,以减少脱硫的消耗,保证设备的正常运转。针对目前脱硫浆料循环泵在运行一定时期后,因叶轮的天然磨损、喷头堵塞等问题,导致脱硫效率下降,需要经过一次大修,尤其是在迎峰度夏、迎峰度冬期间,持续追踪,寻找节能运行与环境达标排放之间的最优平衡,若存在节能优化的余地,则进一步提出新的优化方案。
4.结语:
综上所述,对燃煤发电机组而言,能耗最大的环节是除灰除尘和脱硫系统,因此应该从整体上来提高除尘和脱硫效率,可以采用多种措施来提高设备的效率和可靠性,从而降低能耗。除此之外,还应该加强技术革新和思维创新工作,不断改进机组的除尘设备和脱硫工艺技术,进一步降低能耗,以此才能在节能减排的大环境中实现能源的高效利用。
参考文献:
[1]杨玉珍,钱云亮,皮中霞.燃煤电厂除灰系统节能优化控制及其应用[J].节能与环保,2023(08):56-58.
[2]谭占臣. 火力发电厂除灰脱硫专业设备节能技术[C]//中国智慧城市经济专家委员会.2023年智慧城市建设论坛上海分论坛论文集.[出版者不详],2023:2.
[3]张明尧,尹导,于跃.小型火电厂中除尘器的选择[J].电站辅机,2022,43(04):31-34.
[4]王皓平. 发电厂除尘系统控制方式研究[D].沈阳工业大学,2023.
[5]刘生璐.燃煤火力发电厂除灰脱硫设备优化措施研究[J].设备管理与维修,2022(06):24-25.
作者简介:刘娇娃(1982.3-),男,汉族,大专,湖南益阳,助理工程师,研究方向:脱硫除尘专业的运行管理和技术管理工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


