



- 收藏
- 加入书签

汽车CD柱总成柔性智能焊装生产线设计
 打开文本图片集
打开文本图片集


摘要:焊装是汽车自动化生产线的关键工序,但面临生产效率、设备开动率及利用率低的问题,因此智能化与柔性化设计焊装自动化生产线至关重要。本汽车CD柱生产线设计融合了视觉引导机器人抓取、柔性工装切换及多机器人协调控制,采用3D视觉系统引导机器人精准抓取冲压车身零件,实现自动化点焊、搬运及塞焊,产出汽车CD柱总成部件。创新地使用了3D视觉系统4秒内完成高精度(±0.4mm)无序抓取,通过系统结合视觉、柔性工装和多机器人系统解决了人工导致的不平衡与停线问题,提升了设备开动率。该产线实现了柔性生产,降低了成本,并保留了通过更换创新夹具生产不同产品的能力,未来可拓展至汽车其他部件生产,应用前景广阔。
关键词:焊装生产线;自动化;机器人;视觉引导;柔性化
引言
汽车焊装自动化生产线是整车制造行业的核心,新建生产线时其研发不可或缺。车型频繁换代要求车身生产线同步更新,导致投资增加、改造期间停产,时间成本高昂。此外,人口红利消退与人工成本上升加剧制造业招工难,机器替代人工的需求愈发迫切[1-4]。
研究者们致力于开发焊装生产线的关键技术,包括数据识别与传输、承托输送、机器人焊接、智能化及专家系统[4-5]。随着工艺流程设计的复杂化,需精确控制各工位,严格管理焊接的位置、顺序及方法。布局时综合考量工序、物流和场地,旨在优化生产节拍[5-8]。同时,提升焊接应用技术如机器人技术、仿真模拟及工装夹具设计,以提高效率和产品质量[7-11]。控制系统正趋向模块化,增强可靠性,实现自动下料、码垛,并与上位机交互,满足数字化生产需求[12,13]。
在目前焊装产线对于柔性化、自动化需求的前提下,本项目将从视觉引导机器人抓取、柔性工装切换及多机器人协调控制方向进行设计,基于汽车部件的工艺流程和要求,搭建的汽车CD柱总成柔性智能焊装生产线。
1 总体工艺要求
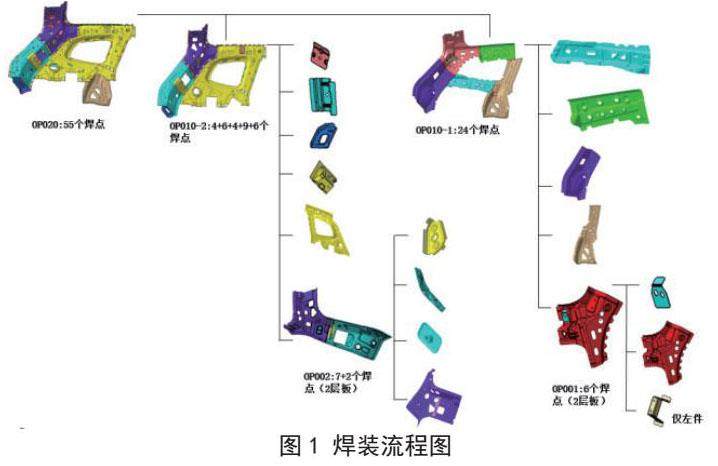
本焊装生产线属于智能装备领域,旨在开发一款乘用车车身结构件高精度智能焊接生产线,本项目可实现52JPH生产能力,具有人工投入少、产品一致性好、生产效率高、占用空间小的特点,同时,线体设计模块化,可实现其他车型快速切换,节省了后续项目的资金成本和项目周期。项目需要实现2D视觉系统对零件的定位,3D视觉系统对来料的无序分拣和尺寸测量,以引导机器人实现抓取和自动焊接。该智能焊接生产线生产部件为侧围后部上端总成,包含35个零件单元,如图1所示。
焊接生产线的工艺流程如下:机器人视觉对中抓取放于散件夹具-机器人点定-机器人视觉对中抓取放于分总成夹具-机器人点定-第二序焊接完成-机器人抓取飞行焊-机器人抓取放于总成夹具-机器人焊接-机器人抓取飞行焊-机器人抓取放于塞焊夹具-机器人Co2塞焊。下线采用机器人搬运下线,视觉辅助直接放入产品器具。
2 CD柱智能焊装生产线设计
本乘用车CD柱高精度智能焊装生产线,主要的结构包括:视觉定位引导抓取系统、柔性可切换工装系统、焊接系统。主要由26台六轴机器人、5套视觉设备、14套夹具、14套夹具切换底座、15套抓手、16把伺服点焊焊枪、8条皮带输送机等组成。通过确定的功能需求,突破了包括视觉引导机器人智能无序抓取上下料技术、多机器人系统协调控制技术、工装抓手快速切换技术等一系列关键技术,完成设计、仿真以及制造。产线设计的主要设备和数量如表1所示。
2.1视觉引导机器人抓取系统
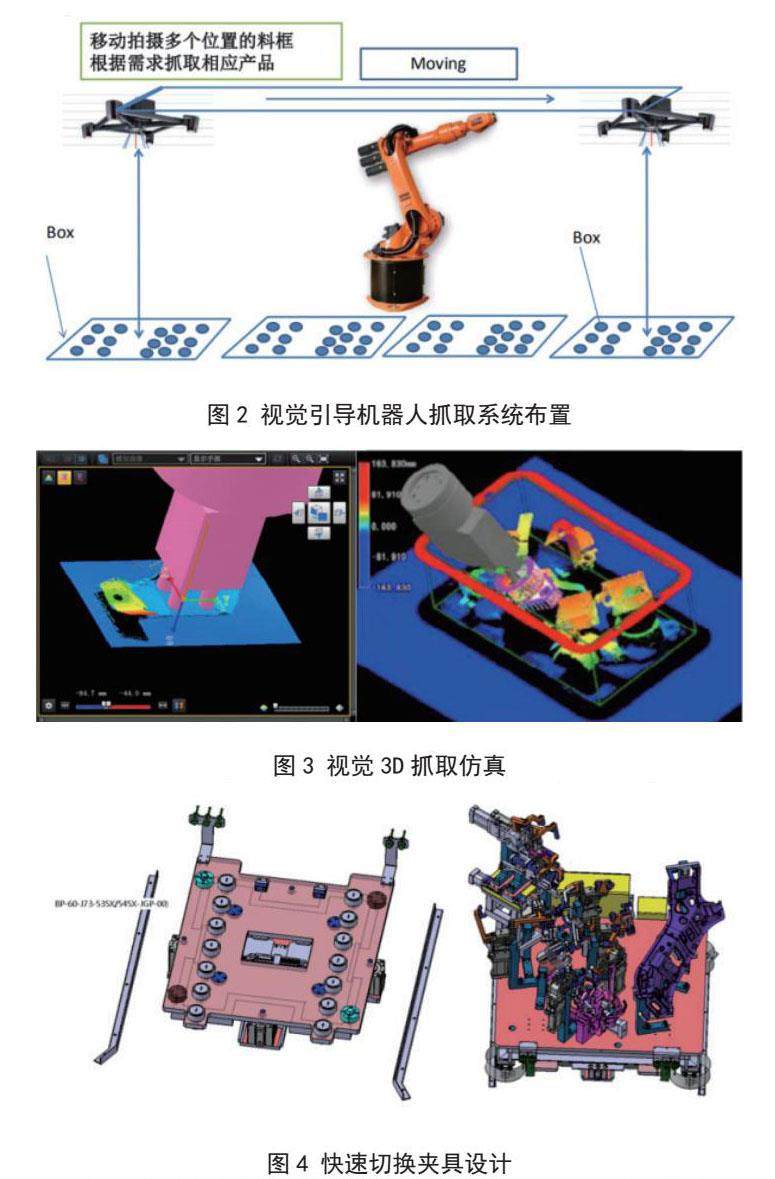
本生产线为了满足柔性化生产需求,设计采用皮带机输送零件,相机视觉定位,引导机器人3D抓取零件,通过切换或共用抓手,满足不同零件抓取。为满足生产线视觉引导抓取的任务,使用过视觉系统采用3D结构光一体成像式相机,支持Profinet通讯功能;相机像素高于2000(H)*2000(V),一次成像的检测视野范围≥1200*1200*1000mm,检测精度不低于±0.4mm;相机安装在桁架上,单台相机可对应双工位检测,并和两台机器人进行数据交换;具备自动坐标系校正功能和抗产品反光、环境光干扰效果;可以实现单次检测完成时间≤2s,如遇产品换型,新程序的软件的调试可在20分钟之内调试完毕。视觉引导机器人抓取系统布置如图2所示。
本产线中包含工业机器人及机器人关键零部件,即机器人控制器、伺服电机、减速机和视觉系统部件均使用埃夫特机器人,使用PowerLink总线结构,可扩展IO,伺服轴,振动抑制方面,速度回路含有陷波滤波器、低通滤波器、指令平滑滤波、编码器信号噪声滤波,位置回路含有半主动抑振滤波器。关键技术指标及先进性体现在机械结构的设计和控制系统技术性能两个方面,使用机械本体动态优化设计的方法,做到了结构最优、质量最优,在原理和方法上与国外先进机器人保持一致,在国内处于领先水平。
机器人和视觉引导系统相互配合,实现相机拍照+处理时间小于2S,由于固定的安装方式,可以选择在放件的同时拍下一张照片,拍照时间不会增加整体节拍,使用3D视觉系统引导机器人进行汽车钣件的无序抓取,能够在4秒内完成拍照处理,定位精度达到±0.4mm,实现零件的定位、来料的无序分拣和尺寸测量,引导机器人实现抓取和自动焊接。3D抓取仿真如图3所示。
总成下线使用2D视觉定位料车,机器人从夹具上取件,放置到总成料框中。
2.2 柔性可切换工装系统
设计所有焊装夹具采用切换库位机构,生产另一车型时,直接切换夹具,方便快捷。转台满足不同车型夹具快速切换;快换电气等接口标准统一,满足快速切换插接要求,使用PLC配合气缸、电磁铁等控制,如图4所示。
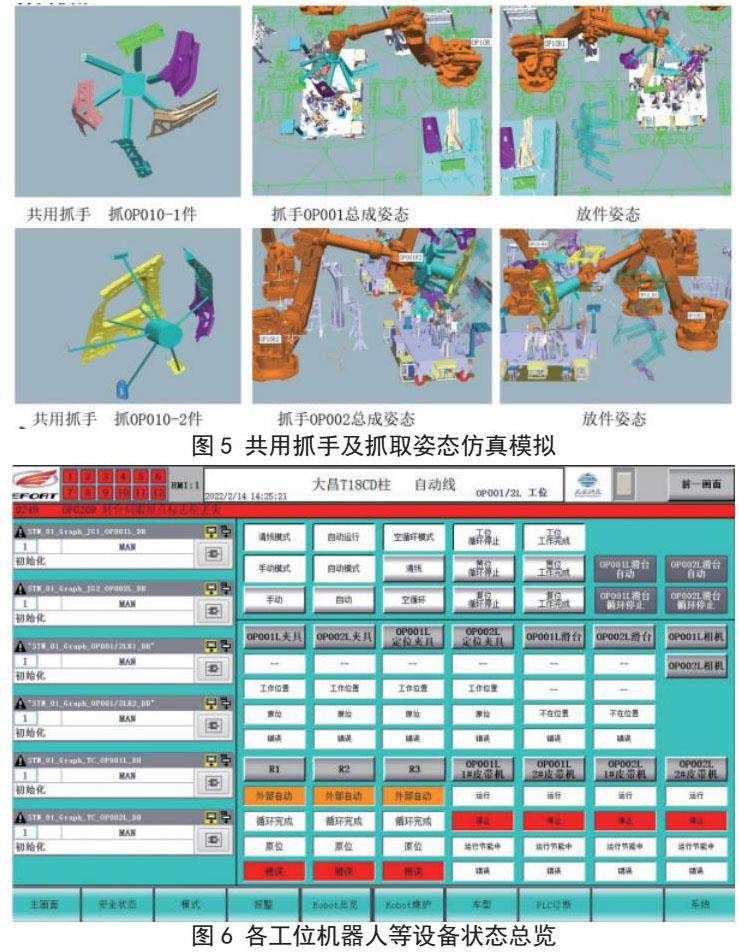
机器人抓取采用共用抓手设计,在OP001和OP002等后续众多工位上使用两个共用抓手,先经过视觉拍照后由R1、R2两台机器人从皮带线上与料框抓件上件至夹具上。由于总成零件众多,需要不同工序的机器人抓取上件,故设计可以抓取多个不同零件的抓手实现不同工序的机器人抓取需求。共用抓手及抓取姿态仿真模拟如图5所示。
2.3 多机器人协调控制系统
项目设计的生产线综合了传感技术、驱动技术、机械技术、接口技术、计算机技术等,集成后的智能化焊接线整个运行过程实现无人化(除去上料和产品装箱)搬运。生产程序一键切换,实现一键启动和无人化搬运,线体柔性高,适合多类型产品切换。线首、线尾配备视觉引导,配合抓取机器人完成取件、上件、零件精确转移的工作。
整线配置远程协助系统,配合精确的生产线速度协调规划,使用以太网将设备连入互联网,从而实现设备的远程升级维护,协助故障诊断和数据分析。同步生产时,若某一机器人出故障后复位,再次启动可立即达到同步状态,不会漏工序。PLC通过总线与PC工控机通讯,PC工控机与显示看板进行数据实时通讯,显示看板实时进行显示,如图6所示。产量的数据计数以机器人下线完成信号进行。生产线速度的算法合理、准确,能实时反应出生产线节拍。
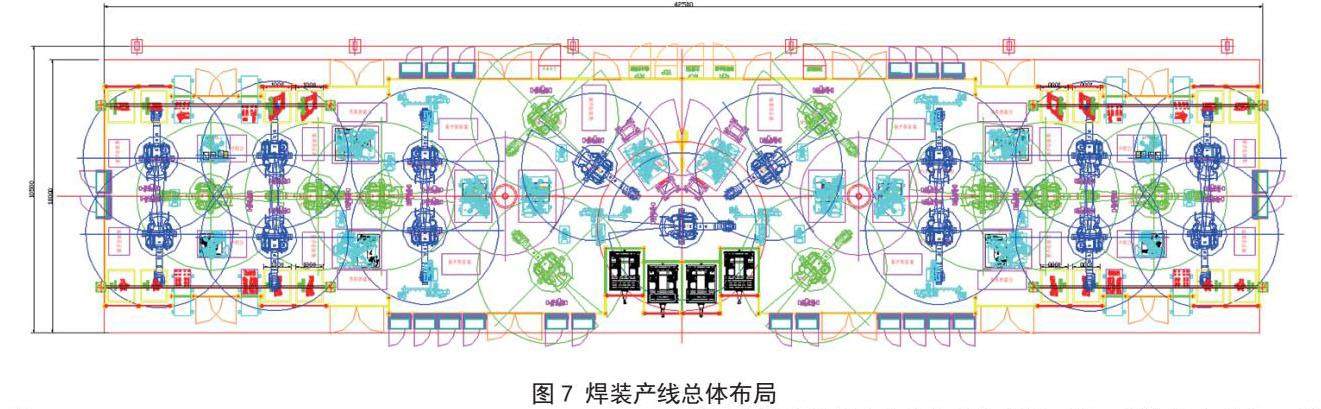
通过工业机器人、国产化2D和3D视觉系统、OpenGate拼装系统等关键装备相配合,视觉系统实现零件的定位、来料的无序分拣和尺寸测量,以引导机器人实现抓取和自动焊接。系统如图7所示分为:
(1)OP001\OPOO2工位:视觉拍照,R1,R2机器人从皮带线上与料框抓件上件至夹具上,R3机器人焊接。
(2)OP010工位:视觉拍照,R1,R2机器人抓件分别上件至OP010-1与OP010-2夹具上,R3,R4机器人焊接。
(3)OP015工位:R1,R2机器人分别从OP010-1与OP010-2夹具上抓件,固定焊枪补焊,补焊完成后R1,R2机器人依次将OP010-1与OP010-2总成件放置在OP020夹具上。
(4)OP020工位:R1,R2机器人焊接,转台双夹具工位。
(5)OP025工位:R1机器人从OP020夹具上抓件,固定焊枪补焊,补焊完成后,R1机器人将OP020总成件放置在OP030夹具上。
(6)OP030工位:R1弧焊机器人塞焊(L:11个塞焊,R:7个塞焊)
(7)OP040工位:R1搬运机器人从OP030L/R夹具上取件,放置于器具。
整线可以实现生产节拍为52JPH,开动率97%,自动化率100%,CMK(机器能力指数)大于1.67 ,如表2所示。
3 结语
本文主要介绍的汽车CD柱总成柔性智能焊装生产线目前已交付使用。在视觉引导机器人、机器人系统协调控制、柔性化工装抓手设计等关键技术上实现了突破。本项目的智能化焊装产线解决了生产线柔性化,自动化问题,可以做到4种车型切换生产,同时本产线达到100%自动化率,提供了良好的柔性化生产能力,以适应不同车型的生产需求。产线满足生产节拍,达到52JPH,该自动化线生产的零部件,符合产品图纸设计、焊点要求,且CMK≥1.67。在各生产环节、工序、设备之间做到生产能力的平衡,降低工人劳动强度,减少人工使用,符合行业需求的智能化、柔性化需求,在省内、国内首创,处于领先水平。
参考文献:
[1] 章楠. PLC在汽车生产线控制中的应用与优化 [J]. 现代制造技术与装备, 2024, 60 (03): 202-204+211.
[2] 陈志雅,宋和平,马怀振,等. 焊装车间机器人的节拍分析及优化设计 [J]. 汽车工艺与材料, 2021, (02): 11-15.
[3] 许伟. 塔机片式标准节机器人焊接生产线的设计与应用 [J]. 电焊机, 2024, 54 (07): 116-124.
[4] 李智. 混合品种装配线平衡与排序优化技术研究[D]. 山东大学, 2013.
[5] 盛乐明,胡彩凤,肖求辉. 基于工业机器人的油箱柔性焊接生产线整体解决方案设计与研究 [J]. 制造业自动化, 2023, 45 (11): 208-211.
[6] 李长武,高苇,周晓宇,等. 第二代钎具焊接智能柔性生产线 [J]. 自动化技术与应用, 2024, 43 (01): 121-124.
[7] 陈建丽. 汽车外壳加工焊接生产线的工艺流程与集成控制技术 [J]. 科技与创新, 2023, (19): 69-71.
[8] 吴鹏. 叉车结构件焊接机器人柔性生产线的设计与研究 [J]. 工程建设与设计, 2023, (15): 132-135.
[9] 卫兵,赵蕾,朱鹏涛,等. 叉车结构件自动化焊接生产线 [J]. 制造业自动化, 2022, 44 (08): 111-113+122.
[10] 李军. 铁路货车中小部件柔性自动焊接生产线设计 [J]. 现代制造技术与装备, 2024, 60 (04): 194-197.
[11] 吴多锦,刘宁宁,韩增颂. 铁路货车端墙自动化柔性焊接生产线设计 [J]. 现代制造技术与装备, 2024, 60 (03): 115-118.
[12] 赵德民,杨泽坤,田成军,等. 柔性货车端墙机器人焊接生产线研制 [J]. 焊接, 2024, (08): 75-80.
[13] 王艺橙,余丰闯. PLC控制在车门焊接机器人中的应用 [J]. 湖南文理学院学报(自然科学版), 2023, 35 (03): 54-58.
基金项目:芜湖市科技计划项目(2022hg08)

 京公网安备 11011302003690号
京公网安备 11011302003690号


