



- 收藏
- 加入书签

某主机系统重点件“拉力带”焊接制造技术研究及应用
 打开文本图片集
打开文本图片集

摘要:以大型离心机主机系统重要零部件——拉力带焊接制造技术为研究对象,对箱体内腔狭小,无法清根需单面焊双面成型的大型箱型梁焊接制造技术进行研究,研究成果得到成功应用,可为同类产品提供经验。
关键词:狭小腔体箱型梁;8218气保焊单面焊双面成型技术;工装固定代替点焊固定技术; 充气保护技术
引言
载人离心机是能在地面逼真模拟出战斗机各种机动动作,使飞行员体验战机高机动、高过载的大型训练装备,是战机飞行员选拨、训练和防护研究的必需装备。
而某系统主机项目来源于中物院为郑州飞机装备研制的一台大型离心机,臂架是加速度试验系统主机项目中承载动载荷的主要受力结构件,拉力带是臂架上的2件箱体空间受限的大型细长箱型粱,能否稳定制造是公司能否掌握离心机中重要承力结构件焊接制造技术的基础。
目前,公司的新产品开始越来越依赖焊接制造,该项新产品的成功制造对于公司改革创新,开拓市场方面具有重大意义,使集团公司争取在国家军品事业、航空飞行、国防建设方面作出更大的贡献。
大型复杂焊接结构件是重型装备中的关键核心构件,其高效可靠焊接成形是行业全球性的难题。受国外进口限制,我国对大型、复杂金属结构先进焊接技术与产品需求均十分强劲[1]。箱型梁结构是一类极具代表性的复杂钢结构形式,广泛应用于物流运输、物料搬运、重型机械、海洋工程等领域大型装备的承力部件。
单面焊双面成型技术属于难度较大的一种焊接技术[1],在焊接作业中,当需要在坡口根部实施焊接时,我们依据不同的焊接技巧,预先设定恰当的根部间隙,无需额外辅助手段,直接在坡口的正面执行焊接操作。这一过程中,坡口的正面与背面均能形成整齐且均匀的焊缝,这种技术被称为单面焊双面成型焊接技术。确保焊缝全焊透对于钢结构件的制造与安装至关重要,然而,由于构件的多样形状和焊缝位置的特殊性,背面焊接有时难以实现。在这种情况下,单面焊双面成型技术便成为了一个有效的解决方案。单面焊双面成型焊接主要包括断弧焊和连弧焊两种技术。连弧焊技术则采用了较小的坡口钝边和根部间隙,以及较小的焊接电流,同时保持较短的电弧长度,并在整个焊接过程中保持电弧不熄灭。这种技术通过精细的参数调控和稳定的电弧状态,实现了高质量的焊接效果[2]。
一、结构简介
拉力带尺寸为:350mmx820mmx12407mm,上下盖板尺寸为:-40mm×350mm×12109mm,两件腹板尺寸为-40mm×740mm×12407mm,形成焊缝长度:12109mm=4条,坡口形式为K型,45°,钝边2mm,坡口间隙3mm,该件焊接主要难点在于箱型梁内腔尺寸为270mmx740mm,操作者无法进入,所以焊缝背面无法清根,且无法进行双面焊接,但该焊缝要求全焊透,需进行深度40mm的100%的超声波探伤和焊缝表面100%的磁粉探伤,(UT:按标准GB/T11345-2013中的B级进行超声波探伤,按照GB/T29712中的Ⅱ级进行验收)。内腔焊缝可以进行目视检查,所以,也必须保证焊缝成型的美观程度,不能有焊瘤及超过标准的焊接飞溅存在。该箱型梁结构细长,焊接量较大。焊接是一个不均匀的局部加热及迅速冷却过程,当焊接区受热时,燥缝区发生膨胀,而周围的母材金属限制其膨胀,使被焊区金属及热影响区产生压缩塑性变形。焊后冷却过程中,被焊区金属及热影响区必定要收缩,但是因受周围母材金属的限制又不能自由收缩,燥缝内部出现内应力,焊缝冷却后,被焊区域金属的缩短主要表现在沿燥缝长度方向的纵向收缩和垂直于焊缝的横向收缩,正是由于这两个方向的收缩,造成了焊接构件的多种变形[4]。通过查阅JB/T5000.3-2007标准可知:普通12余米长的结构件焊后平面度要求≤12mm,直线度要求≤12mm。而根据拉力带图纸、工艺及焊后加工要求,焊后需达到平面度≤2mm,直线度≤1mm,要求极为严格,控制变形难度极大。所以,需采取措施尽量减少焊接变形。(具体外形见图2)。
二、装焊制造技术方案
1.首先将加工坡口后的腹板表面油污进行清洗,其次因拉力带内腔狭小,焊后无法除锈,故在装配前将底板及腹板进行喷丸除锈,最后将底板和腹板分别校平,平面度≤1mm,直线度≤1mm。
2.采用立装。底板及腹板焊后不进行加工,在底板宽度方向划中心线,并以该中心线为基准在两侧划腹板(2件)的装配双线,装配腹板,腹板间150mm间距采用φ30-150mm的圆钢定位,保证间距一致,并靠角尺保证垂直度。
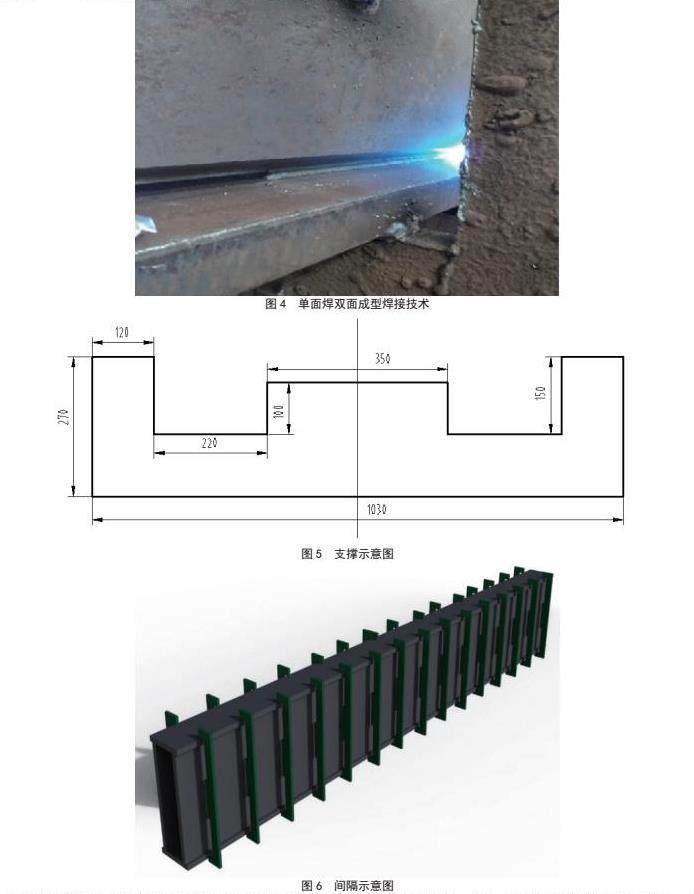
3.再装配另一件底板,底板与腹板间使用垫板留5mm坡口间隙。底板内裆720mm尺寸按724mm装配(装配间隙5mm,长度方向按12mm收缩量),腹板外侧装支撑,利用支撑固定2件腹板及2件底板,支撑与底板、腹板焊接牢固后取出垫板,坡口内不允许点焊,支撑间距400mm。
4.两铆工配合采用烤把对称烘烤坡口至100-150℃,不仅可以防止拉力带受热产生变形,而且可以去除母材坡口处的水分,防止气孔的产生。
5.在拉力带腔体出口及焊缝贴上锡箔纸,使其形成一个封闭的腔体,通过计算腔体体积和气体流量得出:在腔体内连续充入8218混合气体≥2h,彻底排除腔体内的空气和水分后,再减小气体流量,持续充入,焊接时撕开一段,焊接一段,保证单面焊双面成型的焊接质量,使焊缝成型美观,无气孔产生。
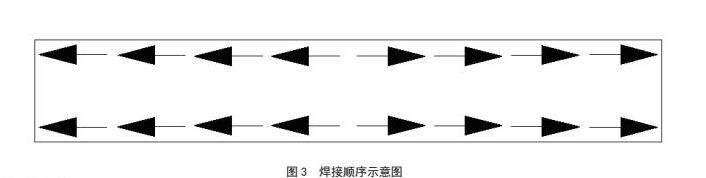
6.经检查装配尺寸合格后由2~4名焊工从中间向两端对称跳焊(焊接顺序见图3)。打底焊缝采用横焊,单面焊双面成型,中间层及盖面层采用平焊。焊接时,先跳焊支撑筋板正中200mm长焊缝,全部焊完后,再跳焊其余200mm长焊缝。填充焊时每侧坡口焊约10mm-20mm深时,翻面焊另一面,并锤击消应,焊接完成后对焊缝UT探伤合格。
7.焊接方法:本次焊接采用18%Ar+82%CO2混合气体保护焊,采用连续送丝和高电流密度,具有焊丝熔敷率高、焊接变形小、熔渣少便于清理和焊接成本低等优点,这是一种高效节能的焊接方法。
8.电流极性:
直流反接具有以下优点:电弧稳定,熔滴过渡平衡,飞溅较低,焊缝成型较好和在较宽的电流范围内熔深较大,故采用直流反接法能够减少飞溅,保证电弧稳定燃烧[3]。
9.干伸长度的调节
在焊接作业中,焊丝的伸出长度对于电弧的稳定性具有显著影响。若伸出长度过短,会限制操作视野,难以精确掌控熔池的形态,进而降低焊缝的成形品质。同时,过短的伸出长度会导致电弧与导电嘴间距过小,引弧与熄弧时电弧的不稳定性可能引发导电嘴粘丝堵塞的问题。相反,若伸出长度过长,则在熔滴过渡阶段可能出现焊丝分段熔化的现象,导致电弧不稳定,焊缝飞溅增多。因此,通常建议焊丝的伸出长度设定为其直径的约10倍,本次选择干伸长度为15-20mm,以确保焊接过程的稳定性和焊缝质量。
10.焊枪倾斜角度的设定
焊枪与焊缝之间的纵横向角度对于实现单面焊双面成形焊接接头的高质量至关重要。在实际操作中,焊枪管与焊缝之间的角度通常被设定为约70°,以优化焊接效果和接头质量。
11.多层多道焊接工艺
针对本项目中使用的大型箱型梁钢板,其厚度为40mm,因此需采用多层多道焊接工艺进行填充。这一工艺可细分为三层:打底焊、填充层焊接和盖面层焊接。
打底焊:作为多层焊的最底层,打底焊直接关系到焊缝背面的成形质量。因此,必须严格控制焊接电压、电流和速度,以避免塌陷、背面咬边等焊接缺陷的产生。
填充层焊接填充层的焊接对于焊缝的整体质量至关重要。在前一层焊缝熔渣冷却并清除后,使用钢丝刷进行表面清理,直至呈现金属光泽。随后,采用倒退引弧法在距离焊缝端口约10mm处引弧,并将电弧回拉到焊缝端头开始填充层的焊接。焊接过程中,可采用锯齿形或月牙形运丝方式,每道焊缝结束后及时清理熔渣,以防止内部夹渣,确保焊接接头的质量。
盖面层焊接:盖面层的焊接同样采用倒退引弧法进行引弧。引弧后,使用横向斜拉锯齿的方法进行焊接,并尽量将电弧高度控制在0.5~1mm之间,以防止气孔的出现。运丝速度需迅速且准确,焊丝在到达两侧边缘时稍作停顿,以确保填充材料与母材之间的充分熔合。同时,焊枪的前进速度需保持均匀,以确保焊缝表面成形平整、美观。
焊接工艺参数:焊材采用实心焊丝ER50-6,直径为Φ1.2mm,打底层电流100-120A,电压为20V。前3层填充层电流为140-160A,电压为24V,后填充层及盖面层电流为240-260A,电压为30V。
三、创新点
1.气保焊的单面焊双面成型技术。拉力带焊缝特长,氩弧焊效率太低,所以我们借鉴氩弧焊的单面焊双面成型技术,试验并运用8218混合气保焊进行打底层焊缝焊接,82%氩气,18%CO2,横焊,电流160A,电压22V,该参数既能保证将坡口钝边熔透,又能防止参数过大造成烧穿,焊瘤,焊缝成型差,能使焊缝美观、全焊透。
2.采用工装悬空装配腹板和底板,取消点焊加固技术。设计专用工装带有100mm×220mm焊缝避让孔,强度高,利用工装悬空装配腹板和底板,取消焊点加固工序,防止焊点造成未焊透,确保在支撑处也可连续施焊,防止未焊透的产生。同时控制焊接变形,确认最大支撑间隔为400mm,该距离使支撑效果最佳,控制焊接变形能力最大,使收缩量保持2mm均匀一致。
3.充气保护技术。在拉力带腔体内连续充入8212混合气体,彻底排除腔体内的空气和水分,保证单面焊双面成型的焊接质量,使焊缝成型美观,无气孔产生。
四、结论
1.焊后质量及效果
(1)焊缝UT探伤一次合格,合格率100%,满足图纸焊缝探伤要求。图纸要求:UT探伤深度要求为40mm,按标准GB/T11345-2013中的B级进行,按照GB/T29712中的Ⅱ及进行验收。
(2)焊后平面度≤2mm,直线度≤1mm,满足工艺尺寸要求。
2.推广应用
(1)本次产品的成功制造表明气保焊的单面焊双面成型技术的成功应用。
(2)利用工装悬空装配腹板和底板,取消焊点加固工序,防止焊点造成未焊透,确保在支撑处也可连续施焊,防止未焊透的产生。同时最佳间隔可控制焊接变形。
(3)内腔采用充气保护,可使焊缝成型美观,提高焊缝UT探伤的合格率。
该项技术可推广及应用到类似的腔体内腔狭小、无法清根焊透的产品中去,为类似产品提供宝贵的经验。
参考文献:
[1]马动动,付宗江,于仁怀,等.二保焊单面焊双面成型技术探讨[J].科学中国人,2015,(30):57.
[2]贺俊淏,董涛,张哲源,等.单面焊双面成型技术在大型箱型梁安装中的应用[J].建筑机械化,2023,44(04):46-48.
[3]伍红军.二保焊单面焊双面成型技术探索[J].科技资讯,2014,12(06):94-95.DOI:10.16661/j.cnki.1672-3791.2014.06.072.
[4]李振东.箱型梁的焊接变形控制[C]//《建筑科技与管理》组委会.2012年4月建筑科技与管理学术交流会论文集.陕西建设机械股份有限公司;,2012:2.

 京公网安备 11011302003690号
京公网安备 11011302003690号


