



- 收藏
- 加入书签

废水处理装置化学需氧量不稳定性因素及优化策略
 打开文本图片集
打开文本图片集
摘要:本研究针对不同废水类型的COD波动特性,分析生物、物理及化学处理工艺对COD去除影响,探讨水力停留时间(HRT)、溶解氧(DO)、污泥负荷率等关键运行参数对COD去除效率作用机制,基于此提出物化处理、生物处理及高级氧化工艺优化策略并结合智能监测与动态控制方法提升COD处理稳定性,通过典型废水处理案例评估优化方案对高浓度COD工业废水及城市污水处理应用效果并探讨能耗控制与智能化管理可行性的研究,为废水处理系统的稳定运行与优化设计提供科学依据。
关键词:废水处理装置;化学需氧量(COD);不稳定性;关键工艺参数
引言
受废水来源复杂性、处理工艺适应性及运行参数波动等多种因素影响而呈现不稳定性的COD浓度,因生活污水和工业废水COD含量有显著差异、不同行业废水排放特征呈周期性波动,导致废水处理装置应对COD负荷变化面临挑战。依赖微生物降解有机污染物的传统生物处理工艺,其去除效果受溶解氧(DO)、pH值、温度及污泥负荷率等因素制约,物理和化学处理方法在COD去除过程中有不同程度适用性与局限性。处理高浓度COD废水往往需多种工艺协同作用,且实时监测与智能调控对提升系统稳定性及运行效率极为重要。本研究通过分析COD不稳定性的影响因素,探讨关键工艺参数优化策略,并结合智能监测与动态调控技术,提出废水处理装置的优化方案,为废水处理系统的稳定运行和高效管理提供技术支持。
1. 废水处理装置COD不稳定性的影响因素分析
1.1 废水来源与COD波动特性
生活污水的COD主要来源于人类活动排放的有机污染物,如食物残渣、洗涤剂及人体代谢产物,其浓度一般在200~600 mg/L之间,日变化相对稳定,但受季节、生活习惯及水量变化的影响,仍可能出现短期波动。[1]工业废水的COD浓度及组成复杂性远高于生活污水,不同行业的生产工艺决定了COD的波动特性。食品加工、制药、造纸、石化等行业废水COD浓度较高,可达数千至上万mg/L,且含有难降解有机物。食品加工废水的COD变化受生产批次影响较大,废水排放具有间歇性;制药和化工行业废水含有大量难降解有机物,COD去除难度大;造纸废水中含有木质素等稳定有机污染物,对生物降解具有抑制作用;石化行业废水的COD主要来自烃类化合物,易受油水分离效率影响。除了行业差异,不同企业生产工艺、原材料组成、排放周期等因素也进一步加剧了COD浓度的波动。
1.2 废水处理装置工艺对COD去除的影响
活性污泥法对可生物降解的COD具有良好的去除效果,但对难降解COD去除率较低,且运行中易受污泥膨胀、负荷冲击等因素影响,导致出水COD不稳定。厌氧-好氧工艺通过厌氧分解大分子有机物,提高后续好氧生物降解能力,在高浓度COD废水处理中应用广泛,但厌氧工艺对温度敏感,冬季运行稳定性较差。[2]SBR工艺通过间歇曝气和沉淀,提高COD去除率并增强系统抗冲击能力,但周期式运行模式要求精准控制进出水时间,否则可能影响COD去除效果。MBR工艺结合膜分离技术,提高污泥浓度并减少生物系统损失,对COD去除效果优越,但膜污染问题影响运行稳定性。物理处理工艺如沉淀、过滤、气浮等,主要用于去除悬浮有机物,对溶解性COD去除效果有限,常作为预处理手段。化学处理工艺包括高级氧化(如臭氧氧化、Fenton试剂)、混凝沉淀等,可有效去除难降解COD。臭氧氧化可直接破坏有机污染物结构,提高可生物降解性,Fenton试剂利用羟基自由基强氧化性降解COD,但氧化剂投加量需要精准控制,否则可能因副反应生成稳定中间产物,导致COD去除效果降低。
1.3 运行参数波动对COD稳定性的影响
废水处理系统的进水流量的变化直接影响水力停留时间(HRT),HRT过短可能导致生物降解时间不足,COD去除率下降,而HRT过长可能引起厌氧发酵,增加溶解性COD。溶解氧(DO)水平影响微生物代谢,DO过低会导致好氧微生物活性下降,使COD降解速率降低,而DO过高会增加能耗,并可能抑制某些厌氧和兼氧微生物的活性。pH值在一定范围内影响微生物的生长和代谢,不同工艺对pH的适应范围不同,例如厌氧处理适宜pH 6.5~7.5,而好氧处理一般要求pH 7.0~8.5,过酸或过碱的环境可能导致微生物活性下降,COD去除率降低。温度影响微生物活性和酶催化反应速率,低温条件下生物降解能力降低,尤其对厌氧工艺影响显著,一般要求运行温度保持在35~40℃以维持最佳COD去除效果。
2. 影响废水COD去除率的关键工艺参数优化
2.1 物化处理工艺的优化策略
物化处理工艺优化策略针对不同类型废水特性的情况需做到提高去除效率且降低运行成本,絮凝沉淀工艺优化主要在于对絮凝剂种类、投加量及混合条件进行调整,针对高浊度、高COD废水可采用聚合氯化铝(PAC)与聚丙烯酰胺(PAM)联用之类的复合型絮凝剂以提高絮凝沉降速率并结合高速搅拌与梯度投加策略来增强胶体颗粒聚集能力从而减少残余COD,活性炭吸附工艺优化通过改性活性炭的应用提升吸附能力且酸碱活化、负载催化剂等方式能显著提高活性炭对溶解性COD的去除能力进而通过动态吸附 - 再生循环模式降低运行成本。膜分离技术的优化重点在于膜材料选择与污染控制,采用超滤(UF)结合纳滤(NF)或反渗透(RO)的梯度过滤模式,可有效降低废水中可溶性COD,同时采用在线膜清洗技术,减少污染层形成,提高膜通量与使用寿命。
2.2 生物处理工艺的优化策略
好氧-厌氧联合工艺可通过改进A/O、UASB+SBR等组合模式进行优化,以提高有机物降解效率,比如通过增加水力停留时间(HRT)与污泥回流比强化厌氧段对大分子有机物的分解从而提高好氧段的降解效率;微生物菌种可通过投加高效降解菌群或强化自养与异养微生物协同作用进行优化,以提高系统对难降解COD的处理能力;污泥龄控制可通过调整污泥负荷率(F/M)与污泥回流比进行优化,以维持系统内高活性微生物群落,避免污泥老化或膨胀,进而提高COD去除率。[3]
2.3 高级氧化工艺的优化策略
臭氧氧化的优化可通过强化臭氧投加方式,如气液混合增强技术或催化臭氧氧化,提高氧化能力,减少臭氧逃逸损失。采用过渡金属催化剂(如Mn、Fe)或复合催化剂(如Fe2O3/TiO2)能显著提高臭氧对难降解有机物的降解速率,并降低臭氧投加量,提高经济性。Fenton试剂的优化可通过调控pH值、Fe2+/H2O2摩尔比及反应时间,提高自由基产量与COD去除率。采用紫外光-Fenton、超声波-Fenton等耦合技术,能进一步提升氧化能力,并减少铁离子残留问题。光催化氧化的优化可通过改进催化剂材料,如采用掺杂改性TiO2或非金属共掺杂光催化剂,提高光吸收效率,增强对难降解COD的去除能力,并结合LED紫外光源优化光强与辐射时间,提升反应效率。
3. 废水处理装置COD不稳定性监测与控制措施
3.1 实时监测系统与数据分析
在线COD监测系统利用紫外-可见光谱分析(UV-Vis)、化学分析法(重铬酸钾法)或光电传感技术,可实现对COD浓度的实时监测,结合流量计、溶解氧(DO)传感器、pH传感器等设备,构建综合数据采集系统,提高系统对废水处理动态变化的感知能力。数据分析可通过大数据平台进行趋势预测,采用机器学习算法,如长短时记忆网络(LSTM)或支持向量机(SVM),分析COD去除率的影响因素,并优化工艺参数,提高系统稳定性。不同废水类型的COD波动规律如下表1所示。
从上面表格可以看出,高浓度工业废水的COD波动较大,标准差较高,需采用高精度监测设备,并结合历史数据建立动态模型,提高预警能力。[4]
3.2 运行参数的智能优化与动态调控
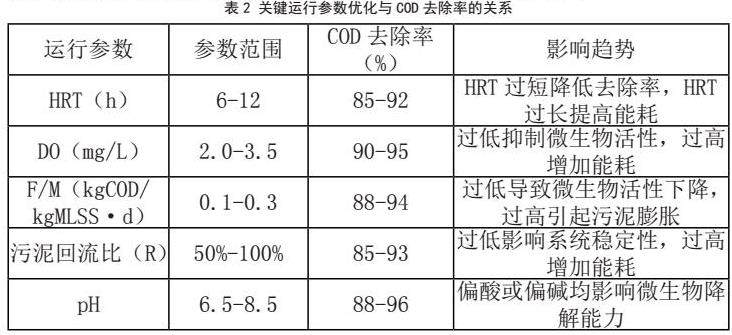
废水处理系统运行参数对COD去除效率有着直接影响这一情况,借助智能优化与动态调控得以实现运行波动减少、系统稳定性提高。水力停留时间(HRT)、溶解氧(DO)、污泥负荷率(F/M)等参数的优化经智能控制系统达成动态调整这一状况。比如采用基于模糊控制与神经网络算法的智能调节系统实现对DO精准控制,避免因过曝或欠曝致使COD去除率下降的情形。曝气量优化作为智能调控的重要环节,据数据分析显示,DO处于2.0~3.5 mg/L范围时COD去除效果达到最佳,超出或低于此范围均造成生物降解效率降低的结果。污泥龄的智能调节凭借自动排泥系统得以实现,对污泥回流比(R)的动态调整促使生化系统适应能力提高,实现对不同浓度废水处理效果提升的成效。不同运行参数对COD去除率的影响如下表2所示。
从上面表格可以看出,智能优化控制系统结合在线监测数据与机器学习算法,可动态调整HRT、DO及F/M比,实现运行参数的最优匹配,提高COD去除的稳定性。[5]
3.3 污泥管理与系统稳定性保障
通过控制污泥龄(SRT)及污泥负荷(F/M)实现污泥沉降性能的优化,以维持活性污泥的高效降解能力、避免污泥膨胀现象。结合进水水质变化对污泥回流比进行优化,通过实时调整回流比例来提高系统对COD波动的适应能力,比如在高负荷运行阶段将污泥回流比提高至70%-100%,可增强微生物降解能力、降低出水COD浓度。污泥浓度控制作为稳定系统运行的核心环节,采用自动排泥系统保持污泥浓度在最佳范围内,避免污泥过度老化或过量积累而影响处理效果。采用低负荷运行模式可提高COD去除率并减少污泥产生量,例如在低COD负荷时期适当降低曝气强度、减少微生物生长速率,使系统维持在高效降解状态。
4. 废水处理系统的优化策略及工程应用
4.1 典型废水处理装置优化案例分析
山东某食品加工企业废水COD浓度较高,波动范围在3500~6000 mg/L,传统活性污泥法(A/O工艺)处理效果不稳定,出水COD时常超标。为提升COD去除率,该企业在原有A/O工艺基础上,优化了厌氧-好氧(UASB+MBR)组合工艺。厌氧反应器(UASB)提高了大分子有机物的水解与酸化效率,膜生物反应器(MBR)通过高效膜过滤减少污泥流失,并维持较高污泥浓度,提高生化降解能力。优化后,系统COD去除率由原来的85%提升至95%,出水COD稳定在150 mg/L以下。此外,为降低运行成本,企业引入智能监测系统,通过在线监测与大数据分析,动态调整曝气量与污泥回流比,实现精准控制,降低能耗10%。
4.2 运行成本控制与能耗优化
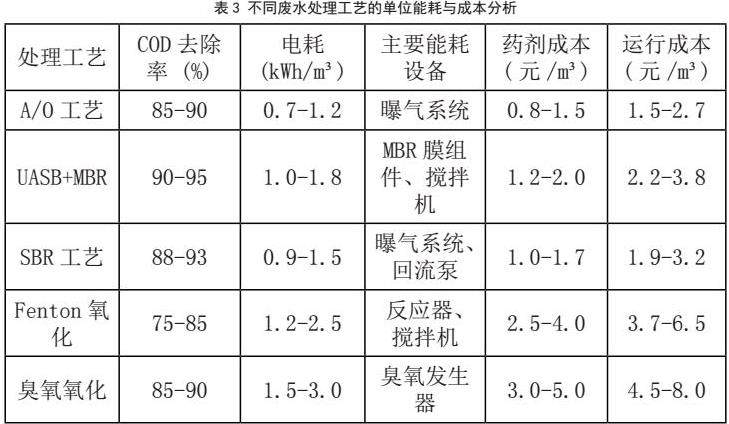
优化运行成本需从能耗控制、药剂优化及污泥减量化入手,提高COD去除效率的同时降低整体运营支出。不同废水处理工艺的能耗差异显著,采用节能型曝气系统、高效膜分离技术及智能化控制系统,可有效减少电耗,提高处理效益。不同废水处理工艺的能耗情况如下表3所示。
从上面表格可以看出,A/O工艺的能耗较低,但COD去除率受污泥负荷限制,UASB+MBR工艺尽管能耗略高,但COD去除率更稳定,适用于高浓度工业废水。高级氧化(如臭氧氧化、Fenton氧化)处理COD效率较高,但能耗和药剂成本较高,适用于难降解有机物废水的深度处理。[6]
4.3 废水处理装置的集成与智能化管理
结合物联网、大数据分析与人工智能(AI)技术的智能控制系统,实现废水处理全流程监测、实时调控与优化管理的功能。通过COD在线监测仪、溶解氧(DO)传感器、pH传感器、流量计等设备的数据采集系统,实时获取水质参数且经云端平台进行数据分析。结合机器学习算法的智能控制系统,可依据历史数据与实时工况,对曝气量、污泥回流比、药剂投加量等关键运行参数予以优化,达成提高处理效率同时降低能耗之效。集成管理模式涵盖的污泥管理优化方面,凭借智能排泥系统动态控制污泥浓度以减少污泥膨胀风险,且结合厌氧消化或污泥干化系统来提高污泥资源化利用率之举。可广泛应用于市政污水处理厂、工业废水处理站等领域的废水处理装置智能化管理,起到提高处理系统自动化水平、减少人工干预,实现废水处理精准控制与高效运行之作用。
5结论
本文针对不同废水类型的COD波动特性,通过优化物化处理(以改进絮凝沉淀、吸附及膜分离技术提高对悬浮有机物和可溶性COD的去除效果)、生物处理(依托厌氧-好氧联合工艺、微生物菌种强化及智能污泥管理提高系统对难降解有机物的适应性和降解效率)及高级氧化工艺(结合臭氧、Fenton及光催化技术提高深度降解能力,为高浓度、难降解COD废水提供有效处理方案),可有效提升COD去除率、提高系统的抗冲击能力,且优化废水处理装置的集成管理以提高自动化水平、降低能耗与运行成本,为高效、稳定、智能的COD去除体系提供技术支撑。
参考文献:
[1]段付岗,严绪安.甲醇装置污水处理站出水COD超标的原因和调控措施[J].煤炭加工与综合利用,2019,(10):53-56+61.
[2]黄敏峰.一体化装置处理农村分散生活污水的研究[D].华东交通大学,2019.
[3]张冉.煤化工企业废水深度处理与用水系统集成优化[D].哈尔滨工业大学,2017.
[4]高星.BDO高浓度废水处理装置优化及工业化应用[D].北京化工大学,2017.
[5]袁少雄,陈文音,陈章和.一种富营养化水体净化装置对污水处理效果的研究[J].安徽农业科学,2010,38(24):13362-13366+13368.
[6]吴亚群.EM生物技术在有机废水处理畜禽场污染防治的应用[D].南京理工大学,2002.

 京公网安备 11011302003690号
京公网安备 11011302003690号


