



- 收藏
- 加入书签

浅谈某风电场1.25 MW风力发电机组典型偏航系统故障
 打开文本图片集
打开文本图片集










摘要:某风电场1.25MW风力发电机组已运行13年之久,机组核心技术及部件属于进口产品,经长期运行,暴露出各种问题,现对偏航系统常见问题进行总结归纳,以期对检修人员有所帮助、启发。该偏航系统采用滚动轴承、液压刹车、双风向标系统。运行中常见问题有:偏航继电器频繁损坏、偏航系统压力异常、偏航刹车盘磨损等问题,现场通过不断实践,积累了相当的经验来解决这些问题。
关键词:风力发电机组;电磁阀;二极管;马达;刹车盘
中图分类号:TM07
0 引言
风力发电机组的偏航系统主要用来保持机组对风和解缆,特殊情况,比如失控超速时,也用来使机组测风90度偏航,以期降低机组的转速。
风力发电机组应用的偏航刹车系统大致分为常阻尼式和液压阻尼式两种。
常阻尼式刹车系统的偏航卡块以额定力矩固定在偏航齿圈盘上,结构相对简单,但要求偏航驱动输出功率大,比如一些大兆瓦机组会有较多的偏航驱动电机。液压阻尼式刹车系统由液压系统对偏航卡块的上下油路加压,需要偏航时,释放卡块的液压压力,机舱可转动,对风后,在偏航卡块的上下油路加压,使之压紧在齿盘上。因增加了一套液压单元,也相对增加了机组的故障率。该1.25MW机组采用了液压阻尼式偏航刹车。
偏航驱动的动力源为偏航马达,由液压系统驱动机组进行偏航。
1 230V继电器频繁损坏
1.1 故障现象
该风力发电机组主控柜内230V继电器需要频繁更换,其现象是继电器触点产生积碳,导致触点间隙变小,甚至发生黏连。该继电器分别为16K4.1液压系统旁路继电器,17K5左偏航继电器,17K6右偏航继电器等用于控制液压电磁阀动作的继电器,不同功能的继电器损坏,会报出相应的故障。
现以16K4.1继电器触点黏连为例进行说明。现场频报【1213】液压运行时间大于最大值故障。检查发现继电器16K4.1触点黏连,导致57#电磁阀(12Y3)动作异常,使液压系统泄压。该故障处理方法是更换16K4.1继电器。经查看运行日志,现场存在长期频繁更换此继电器的问题。
1.2 原因分析
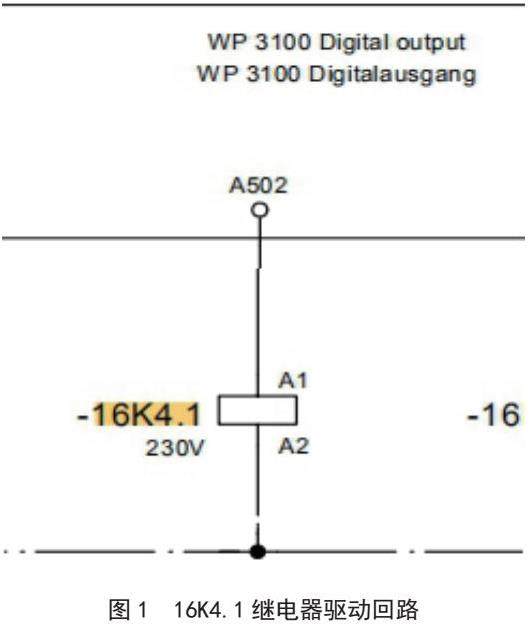
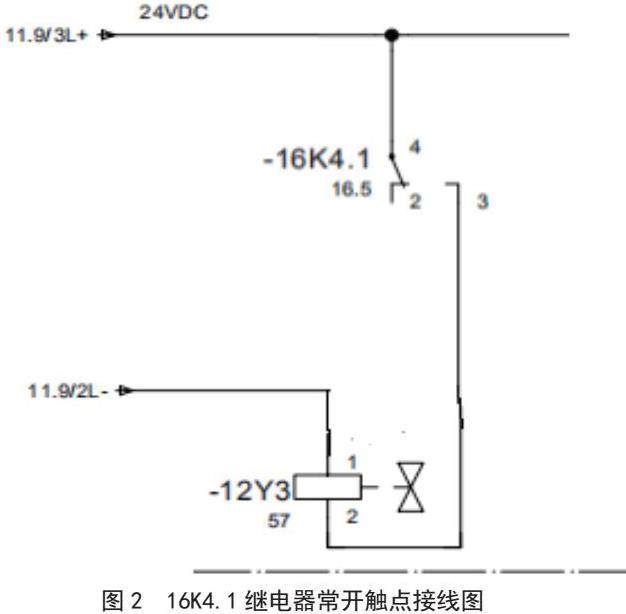
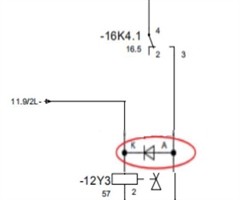
该继电器由WP3100控制器控制通断,当WP3100控制器输出230V交流电后,继电器线圈得电(图1),其触点吸合(图2),使得52#电磁换向阀(12Y3)得电动作。当WP3100控制器输出为0V后,继电器线圈失电,24V直流回路断开,电磁阀失电。该电磁阀由24V直流电源供电。
电磁阀是由电磁线圈和磁芯组成,是包含一个或几个孔的阀体。当线圈通电或断电时,磁芯的运转将导致流体通过阀体或被切断,以达到改变流体方向的目的。
直流线圈在断电瞬间,会产生一个与电源极性相反的尖脉冲,这个脉冲电压能达到数倍甚至数十倍于电源电压,会导致控制该线圈通断的开关触点拉弧(打火),使触点寿命降低。
3、解决办法
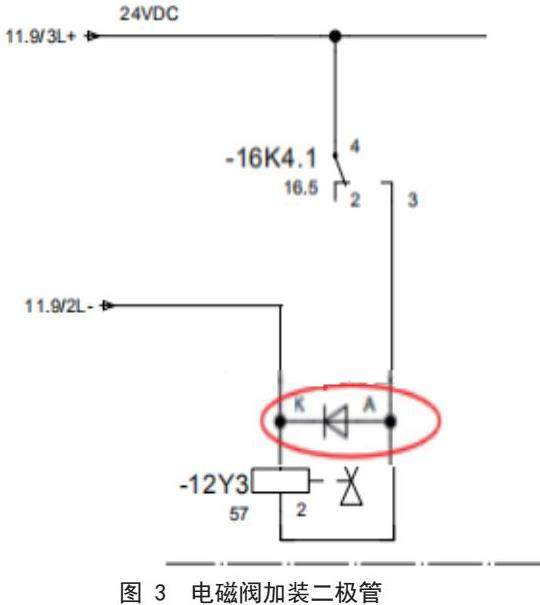
在电磁阀线圈上并联一个二极管,利用二极管的正向导通特性,使得继电器触点断开的瞬间,电磁阀线圈与二极管形成回路,让脉冲通过这个回路吸收掉,如图3所示。
1.4 续流二极管选型
(1)为防止二极管反向电流烧毁器件,优先选用快恢复二管。
快恢复二极管(简称FRD)是一种具有开关特性好、反向恢复时间短特点的半导体二极管,主要应用于开关电源、PWM脉宽调制器、变频器等电子电路中,作为高频整流二极管、续流二极管或阻尼二极管使用。快恢复二极管的反向恢复时间较短,正向压降较低,反向击穿电压(耐压值)较高。
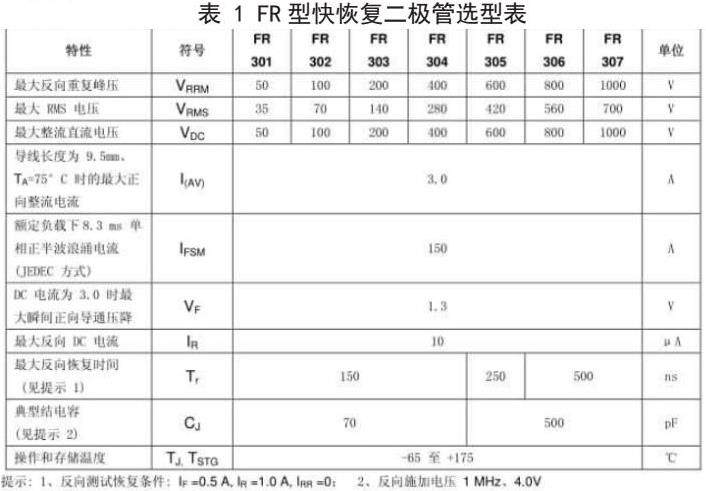
(2)一般应选择二极管耐压高于线圈电压1.5至2倍,电流大于线圈电流1.5 至2倍的快恢复二极管[1]。
现场使用的电磁阀,功率为30W,计算电流为1.25A。根据表1二极管手册,选用最大整流直流电流为3A、耐压为1000V的快恢复二极管FR307。
1.5 现场试验
安装二极管时,要注意防止二极管极性接反,极性接反,电流直接流过续流二极管,相当于短路,会导致上一级电路损坏。
经现场试验,电磁阀加装二极管前后对比,加装之前,继电器断开瞬间会产生明显的打火痕迹,加装之后,继电器断开瞬间,无打火现象,效果明显。
现场选取4台位置接近的风力发电机组做对比,全部更换为全新的16K4.1继电器,其中两台机组电磁阀加装续流二极管FR307。经一个月后再次观察,未加装二极管的机组,其16K4.1继电器触点明显的发黑,而加装续流二极管的机组,16K4.1继电器触点正常。
2 某台机组频报【730】偏航传感器故障
2.1 故障现象
机组运行一段时间后报偏航传感器故障,间隔时间不等,一般数个小时内,且故障可复位。机组手动偏航或正常运行时偶尔可观察到偏航速度时而正常、时而慢速的情况,且风速较高时故障频率较高。风速较小,偏航较为稳定,不宜观察现象。
2.2 故障解析
【730】偏航传感器故障:在16s内偏航无脉冲,报出次故障,即当系统发出偏航指令后,在16s内,系统没有检测到偏航动作,报出此故障。
2.3 偏航系统动作原理
该1.25MW机组液压系统的动力源采用一个电机驱动一个双联齿轮泵提供,这两个泵分别提供不超过100Bar和150Bar的压力。主压力泵用来驱动叶片变桨、偏航、以及高速刹车系统。辅压力泵用来在主泵进行补压或者变桨时,提供低速偏航驱动压力。主泵和辅泵相互配合,使得机组具备三种偏航驱动压力,即三种偏航速度,分别是低速偏航(30Bar左右)、中速偏航(50Bar左右)、高速偏航(80Bar左右)。
2.4 故障处理过程
(1)风速较高时观察,左、右偏航现象速度存在不一致情况,怀疑控制左右偏航的52#电磁阀异常,更换52#电磁阀,机组运行一段时间后,故障复现。
(2)根据以往经验,怀疑W3100控制器可能出现问题,导致控制左右偏航的信号时有时无,更换主控制器WP3100,机组运行一段时间后,故障复现。
(3)检查17K4(偏航刹车释放继电器)、17K5(左偏航驱动继电器)、17K6(右偏航驱动继电器)无异常。
(4)当系统建压达到135Bar 后,旁路泄压阀57#阀动作,使系统压力保持在135 Bar。考虑偏航速度慢,怀疑57#阀损坏或内泄导致,更换57#阀,偏航驱动压力有小幅提升,运行一阵后压力基本恢复更换之前的水平,仍频繁报出此故障。
(5)当系统主压力供变桨系统调节桨距角时,此时若进行偏航动作,则58#电磁阀动作,58#电磁阀为旁路泵(提供小于100Bar的压力)压力阀,为偏航系统低速偏航提供偏航驱动压力,怀疑58#阀损坏,更换58#阀,运行一段时间后,故障复现。
(6)因偏航速度慢,检查三个偏航马达,马达能够正常旋转且方向一致,未发现异常。检查偏航刹车未见明显异常、刹车片磨损粉尘较多,偏航余压正常,为25Bar。
(7)此时电气、液压回路常见易损备件均完成排查且无问题,此时从机械方面继续深入检查。
偏航系统由3个液压马达驱动动作,拆卸其中一个马达,由另外的两个马达驱动偏航运行。当拆掉齿轮箱侧马达后,偏航能够进行、速度较慢,拆卸另外两个马达后,偏航不能动作,说明齿轮箱侧马达刹车(图4)或者减速器可能存在异常。最终拆下马达刹车后,发现刹车与减速器链接的轴上的平键损坏。最终更换一个马达刹车平键后,故障消除。
3 偏航制动盘损坏维修
3.1 存在的问题
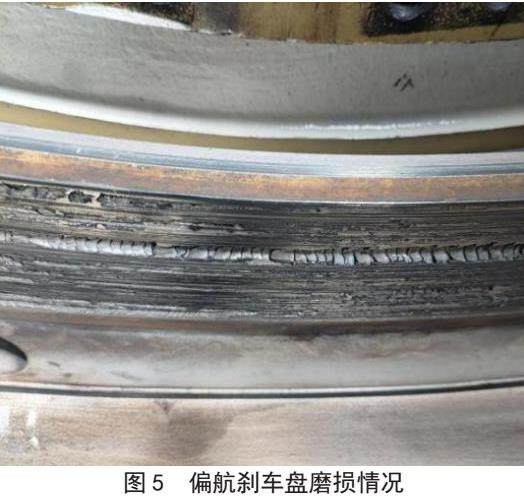
现场巡检发现,个别机组偏航刹车盘表面存在异常磨损问题,且磨损面有毛刺,导致刹车片摩擦材料加速消耗。现场分析有两个原因:①偏航刹车盘上渗漏的液压油、齿轮油与金属碎屑、刹车片碳粉混合,在较大的偏航驱动压力下 形成硬度较高的混合物,造成刹车盘异常磨损。②刹车片未及时更换,在刹车片摩擦材料消耗完后,摩擦材料另一端的铸铁直接与刹车片接触,造成偏航刹车盘异常磨损。
3.2 制动盘维修方案
在不更换偏航制动盘的前提下,根据偏航制动盘损伤程度,采取不同的维修方案。
偏航制动盘表面拉痕严重有明显沟槽,对于磨损量小于3mm的,直接用小型铣床加工,去除上表面粗糙部分及沟槽,加工出一个完整的平面,平面度和光洁度有保障。偏航制动盘的最终厚度最终不小于27mm,对于磨损大于3mm-9mm的,用焊接镶块法,偏航制动盘的最终厚度不小于29.5mm,但不大于 30.5mm。
以下为某台机组制动盘最小厚度小于25mm为例开展具体维修方案。具体方案实施1#偏航制动片厚度为29.3mm,图5为维修前状态。
3.2.1 制动器拆卸
首先断开液压站油泵电机断路器、将液压系统进行泄压。拆卸制动器上的连接液压油管,排空液压刹车系统内的液压油。拆下偏航制动器。
3.2.2 偏航制动盘表面清理
使用钢丝刷、抹布、油污清洗剂等初步清理表面灰尘、油污及损伤区域的表面沟槽内的油渍和铁锈。清洗结束后,放置一段时间,使清洗剂完全挥发完毕,确保刹车盘表面干燥。
3.2.3 安装工装
安装铣盘工装底座支架,连接在制动器安装位置处,并使用制动器安装螺栓进行紧固,见下图6。
3.2.4 偏航制动盘表面铣削
3.2.4.1 粗铣到28.5mm
启动铣床对刹车盘进行铣削,启动风机偏航系统,保持匀速运行。偏航系统持续运行使用铣床对刹车盘进行铣削加工。风机连续偏航后需要进行解缆,风机解缆时铣刀盘继续保持工作,人员观察铣刀盘的运转情况,及时清理脱落的铁屑,防止铁屑搅入铣刀头和刹车盘之间造成二次划伤。铣床运转期间注意观察铣床的振动和声音,适当调节吃刀量,保持铣刀盘运转平稳切削顺畅。(图7为粗铣后的效果)
3.2.4.2 裂槽填补
刹车盘上有分布不均匀的磨损凹坑,在切削接近预设厚度时可能还会存在一些无法消除的凹坑和磨损点。在切削接近预设厚度前,可以采用补焊的方式对局部的凹坑进行补焊。焊接时要采用小电流断续焊的方式,用百分表监视刹车盘的形变,形变超过0.15mm时就暂停焊接。采用小电流息弧焊的方式,不能连续在同一部分施焊,防止因为局部高温导致刹车盘热变形。
3.2.4.3 粗铣到27.5mm
再次进行整圈铣削加工,保证盘面的厚度达到27.5mm,然后在偏航制动盘表面涂抹显像剂量,有利于观察盘面上的小凹坑和损伤点。
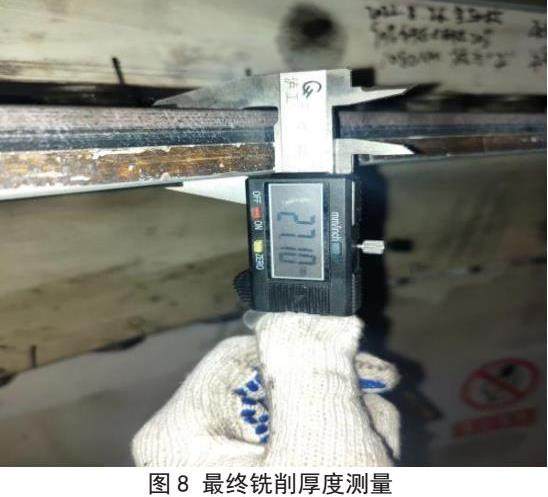
手动动风机偏航系统,调节吃刀量,更换铣刀和调整吃刀量,对刹车盘表面进行小吃刀量的精加工;图8为最终铣削厚度为27.1mm。
3.3 偏航制动盘验收
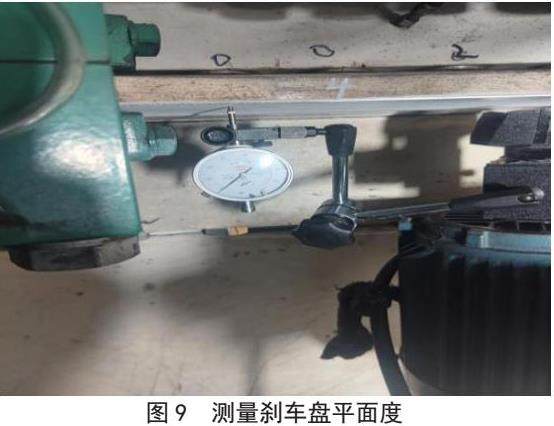
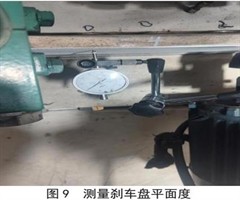
将百分表固定在铣削工装上,启动偏航转动一周测量刹车盘摩擦面平面度偏差,测量结果为0.18mm以内,见图9。(要求0.3mm以内)
使用粗糙度对比仪测量刹车盘摩擦面光洁度,共测量10次最大为0.49,见图10。
结束语
本文通过对该1.25MW机组常见的三种偏航故障现象分析,涵盖了现场大部分的偏航系统问题,涉及电气、液压、机械等方方面面的内容。风力发电机机组的维修,需要检修人员具备足够的理论知识和实践经验,否则轻则耗费实时间,损失备件,重则越修越坏,小毛病变大问题,使得简单的故障最终导致机组大部件的更换。因此,不论是厂家、维护单位,还是业主,都必须重视人才队伍的培养,经验技能的提升以及传承。重视并建立一只专业的运维队伍,既是企业的宝贵财富,又能确保风力发电机组安全稳定高效的运行。
参考文献:
[1]杨 文胜、董琼芬.调速器直流线圈续流二极管击穿的分析及改进[C]//2012年云南电力技术论坛论文集:21-22.
作者简介:葛建勋(1988-),男,河北省张家口市,工程师,主要从事风力发电机组检修维护工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


